For a punch press to achieve long-term high precision, low failure rate and long die life, 70% depends on the rigidity of the equipment and 30% on daily maintenance and troubleshooting.
In many factories, the precision of new machines is perfect in the first half of the year, but after half a year, burrs become larger, dimensions drift, abnormal noises, jamming occurs, and the flatness of the product deteriorates. 90% of the reasons for this are due to lack of maintenance, improper fine-tuning, and failure to replace worn parts in time.
一、The Six Most common precision deviation problems of Punch Presses (Precise Corresponding causes)
1、The product has large burrs and the cutting edge is not smooth.
Main reason:
The die cutting edge is worn and the clearance is offset.
Slider parallelism deviation, slight deformation of the body
The stamping speed is too fast and the material is unevenly pressed
Solution: Grind the cutting edge, re-match the die clearance, correct the level of the slider, and check the pressure of the balance cylinder.

2、The product size varies from large to small and the batch tolerance is unstable.
Main reason:
The connecting rod, copper sleeve and crankshaft clearance are worn and loose.
The stress on the fuselage has not been eliminated, and it has been vibrating and misaligned for a long time.
Servo parameter fluctuations and lower dead center offset.
Solution: Adjust the pressure spring, install stamping lubricating oil, and optimize the stamping curve of the servo machine.
3、Deformation, wrinkling and cracking of bent/stretched products.
Main reason:
The pressing force is uneven.
Insufficient lubrication and rough surface of the mold.
The slider stroke curve is unreasonable (most common in old-fashioned mechanical punch presses).
Solution: Adjust the pressure spring, install stamping lubricating oil, and optimize the stamping curve of the servo machine.

4、The board is dented and scratched.
Main reason:
Iron filings accumulate in the mold and the mold surface is not clean.
The unloading plate is unbalanced and the material discharge is not smooth.
Solution: Regularly clean the mold, polish the mold surface, and correct the unloading gap.
5、The slider is stuck, the downward movement is not smooth, and the return journey is slow.
Main reason:
The guide rail is short of oil, and dust and iron filings are stuck on the guide rail.
Insufficient balanced air pressure
Clutch/Brake wear (mechanical punch press)
6、The whole machine vibrates greatly and makes abnormal noises
Main reason:
The anchor bolts are loose and have shifted horizontally.
The fuselage has slightly deformed due to long-term fatigue.
The flywheel bearing is worn and eccentric operation occurs.
二、The flywheel bearing is worn and eccentric operation occurs.
1、Abnormal noise fault.
The clicking sound at the top: wear of the crankshaft, bearings and connecting rod clearance.
Unilateral abnormal noise: Lack of oil in the guide rail, unilateral wear
2、Slippage and insufficient impact force.
Mechanical punch press: Clutch friction plate wear, insufficient power transmission of the flywheel.
Servo press: Parameter loss, overload protection trigger, abnormal torque of servo motor.
3、Photoelectric protection failure, safety alarm
Aging of the circuit, offset of the light curtain, obstruction by sensing dust, loose wiring.
4、Oil leakage, gas leakage
The aging of oil pipes, loose joints and worn cylinder sealing rings belong to the common aging of wear part.

三、Three-level standardized maintenance system for punch presses (General Factory Standard)
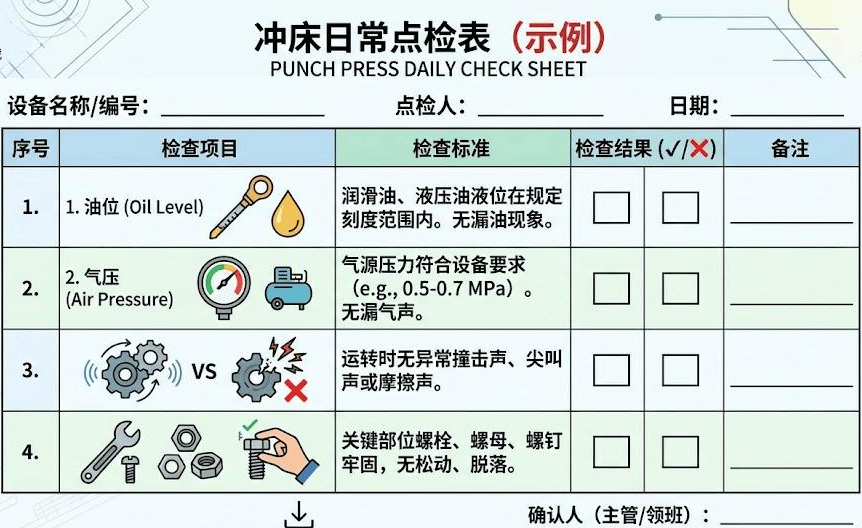
【Daily maintenance: 5 minutes】
Clean the workbench, mold iron filings and dust.
- Check whether the photoelectric safety device is functioning properly.
- Apply a small amount of lubricating oil to the guide rails and sliders.
- Check whether the air pressure and oil pressure are standard
【Weekly maintenance: 30 minutes】
Tighten the anchor bolts of the machine body and the screws of the mold base.
- Check the wear of the mold cutting edge and perform a slight polishing.
- Clean the dust on the motor and fan to ensure heat dissipation.
- Check the pressure of the balance cylinder and whether there is any air or oil leakage in the pipelines.
【Monthly deep maintenance】
Verify the parallelism of the slider and the accuracy of the bottom dead center.
- Check the copper sleeve and connecting rod clearance to eliminate any looseness.
- The entire machine is recalibrated to be level.
- Backup parameters of the servo model and detect the operating noise of the motor.
- Replace aged seals and oil pipes.
四、Key conclusion: Precision is all “cultivated”
- The rigidity of the machine body determines the upper limit of the equipment’s accuracy.
- The condition of the mold determines the appearance yield of the product.
- Daily maintenance determines machine service life and stability.
The same punch press can maintain high precision for 8–10 years with good maintenance, or become unstable within 1–2 years without standard upkeep.