
In the stamping manufacturing industry, equipment performance determines efficiency, and the stamping process determines product quality.the reason why It can cover almost all metal sheet products in the fields of hardware, electronics, home appliances and automobiles is that Stamping Processes Rely on six mature and standardized forming processes.
Stamping is differ from Cutting and material removal processing on lathes and milling machines,which belongs to cold-state plastic forming and features high efficiency, high consistency and high material utilization rate.The following are the six most commonly used and core stamping processes for punch presses.
1、 Blanking process
Blanking is the most fundamental process in all stamping processes and is divided into blanking and punching.
The flat punch and terrace die are precisely used to shear the sheet metal, causing the material to separate and obtain the desired shape or inner hole.
Blanking: The shape of the product is cut out, and the sheet material falls to become the finished product.

Punching: Remove the waste material in the middle and keep the outer ring as the finished product.

Application: Gaskets, terminals, screens, hardware sheets, positioning holes for various products.
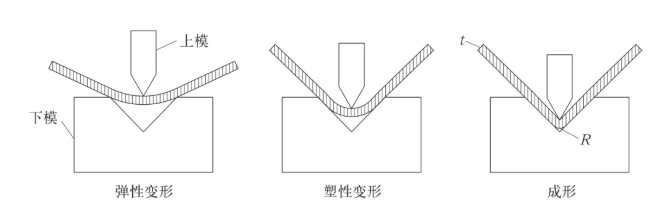
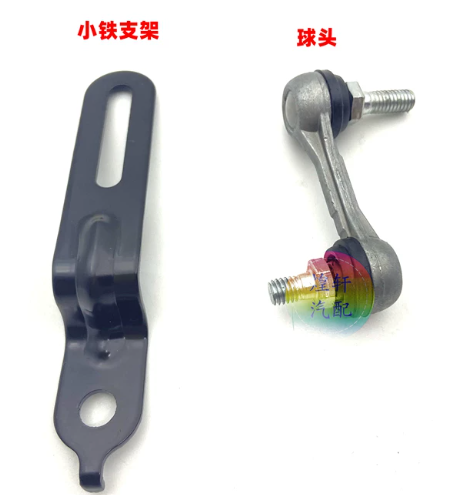
2、Bending process
The flat metal is bent into right angles, obtuse angles and arc angles through the pressure of the mold to change the planar shape of the sheet.
Bending is a local plastic deformation that does not cut the material and is the most core process for sheet metal structural components.
Applicable: Brackets, shell clips, home appliance sheet metal, chassis structural components.
3、 Deep Drawing process
The flat sheet is stretched into hollow three-dimensional parts at one time, such as cup-shaped, cylindrical and box-shaped shells.
Deep drawing has extremely high requirements for equipment stability, pressure uniformity and mold surface finish.Hydraulic punch presses and servo punch presses are most proficient in this process.Ordinary mechanical punch presses are difficult to complete high-precision deep drawing.

Applicable to: stainless steel sinks, battery cases, aluminum cases, lampshades, thin-walled containers.
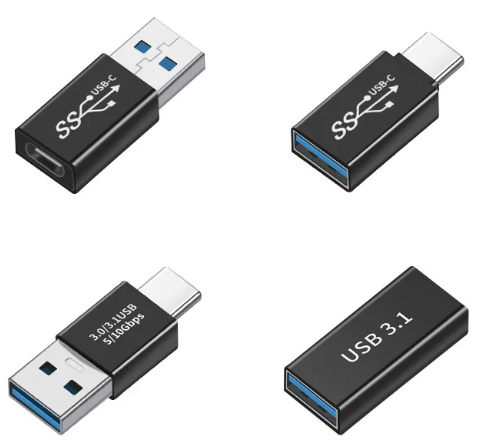
4、Flanging process
Under the pressure of the press,A stamping forming method that uses a die to turn the edge of the hole or the outer edge of a metal sheet into a vertical straight edge.
Flanging can prevent sharp edges from cutting hands, and at the same time improve the flatness of parts and assembly accuracy.

Applicable: Electronic connectors, precision hardware assembly parts.
5、 Embossing and shaping processes
Patterns, textures, and concave-convex marks are pressed onto the surface of the sheet through molds under high pressure.Or precisely level the semi-finished products after bending and stretching.
The thickness of the material is not changed,Only the surface morphology and flatness are changed.Significantly enhance the appearance texture and dimensional accuracy of the product.

Application: logo embossing,rough-textured anti-slip plates, high-precision flat parts.
6、 Compound /continuous die stamping
Compound /continuous die stamping is a core process for high-end mass production and also the mainstream of modern automated stamping.
Compound die: It can simultaneously complete punching and blanking in one stroke, with extremely high precision.
Continuous die: Multi-station processing with material in step, and multiple processes such as bending, punching and edge cutting are automatically completed in one go.
Features: High speed, small error, suitable for mass production of precision parts in large quantities.
Application:3C electronics, automotive parts.
summary
The full production capacity and value of the punch press are all based on the above six major process systems.
Ordinary mechanical punch presses are good at blanking and simple bending.
Hydraulic punch presses are good at thick plates and deep drawing.
Servo CNC punching machines can cover the entire process, with controllable curves, higher precision and higher yield rates. They represent the current upgrade direction of intelligent manufacturing.